「社員一人ひとりは確かに頑張っている。なのに、会社全体としての業績がなかなか上がらない」
こうした状況に直面したことのある経営者・管理職の方は多いのではないでしょうか。
特に製造業では、各部門が独自のKPIを持ち、個別に改善活動を積み重ねてきた結果、全体の生産性が期待通りに向上しないケースが頻繁に見られます。
この「矛盾」には、実は明確な理論的根拠があります。
それが、TOC(Theory of Constraints:制約理論)です。
本記事では、TOCの基本的な考え方から、製造業における実践的な活用法、そして「最下位の営業所が1ヶ月でトップに」という劇的な変化を起こした事例まで、わかりやすく解説します。
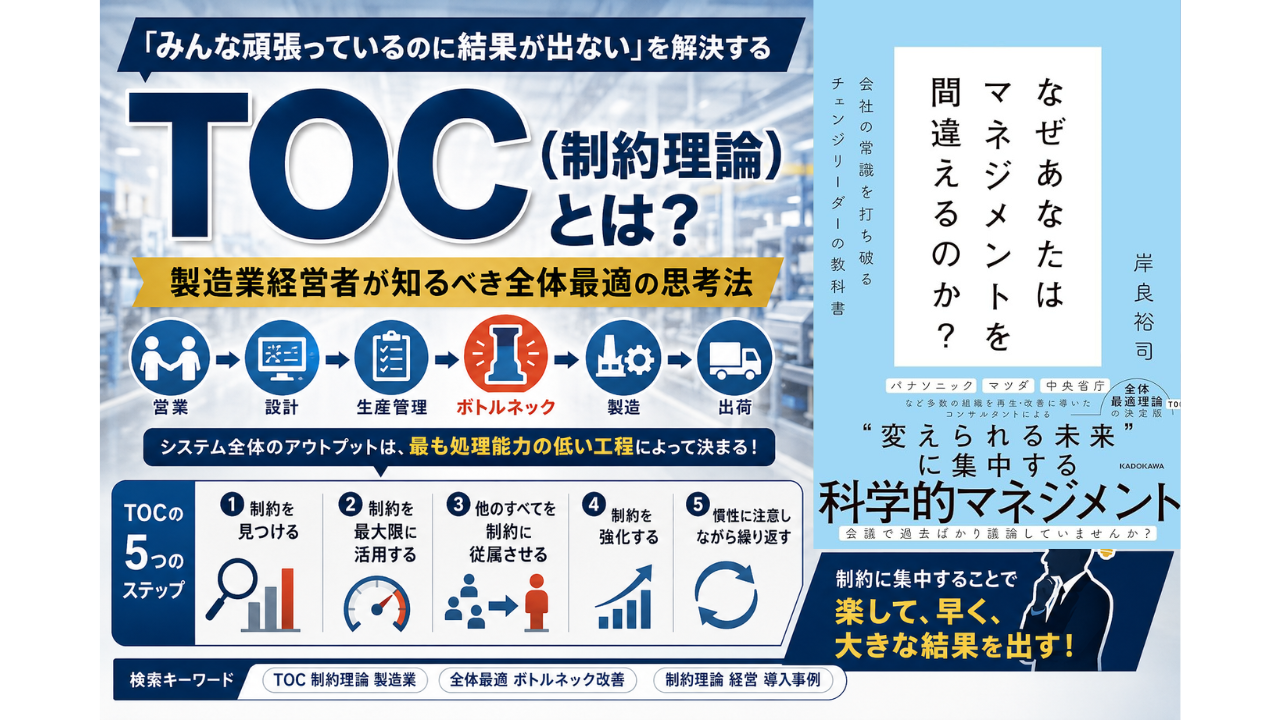
TOC(制約理論)とは何か?
TOCは、イスラエルの物理学者エリヤフ・ゴールドラット博士が提唱した経営・マネジメントの理論です。
ビジネス小説『ザ・ゴール』で広く知られるようになり、製造業を中心に世界中の企業で導入されています。
TOCの核心をひとことで表すなら、「集中」です。
ゴールドラット博士自身も次のように述べています。
「TOCを一言で言うなら集中である。集中とは、やるべきことをやること、そして同時にやるべきでないことをやらないことである」
この「集中」の概念を理解するために、まずは組織が抱える根本的な構造的問題を見ていきましょう。
なぜ全員が頑張っても結果が出ないのか?「つながり」と「ばらつき」の法則
組織は「つながり」と「ばらつき」で成り立っている
どんな組織の仕事も、複数の部門や担当者が連携して進んでいきます。
営業が受注し、設計が図面を起こし、生産管理が工程を組み、製造が製品を作り、品質管理が検査して出荷する
このように、仕事は「つながり」の中で流れています。
そして現実には、各部門・各担当者の処理能力は均一ではありません。
熟練度、人員数、設備の違いによって、必ず「ばらつき」が生まれます。
ボトルネックがシステム全体の上限を決める
たとえば、仕事の流れの中で各部門の1日あたりの処理能力が次のような状況だとします。
| 部門 | 処理能力(件/日) |
|---|---|
| 営業 | 20件 |
| 設計 | 15件 |
| 生産管理 | 10件 |
| 製造 | 12件 |
| 出荷 | 16件 |
この場合、どれだけ営業が頑張って受注を取ってきても、生産管理が10件しか処理できない以上、会社全体のアウトプットは最大10件にしかなりません。
これが「ボトルネック」の本質です。システム全体の最大能力は、最も処理能力の低い工程によって規定される——これは物理学的な必然です。
「全体最適」と「部分最適」の違い
ここで重要な問いを立てます。
「全部門の効率を改善するのと、ボトルネック1か所だけを改善するのと、どちらが全体最適か?」
多くの経営者が「全部門の改善が全体最適だ」と考えます。しかしこれは、論理的に誤りです。
「つながり」と「ばらつき」がある以上、必ずどこかに制約(ボトルネック)が存在します。
制約以外の部分をいくら改善しても、制約のキャパシティを超えたアウトプットは得られません。
つまり、非制約部分への改善投資は、コストと時間の浪費になってしまうのです。
むしろ深刻なのは、有限なリソース(人・時間・予算)を非制約の改善に投じることで、本来制約の改善に使えたリソースが失われるという点です。
全員が懸命に働いているのに成果が出ない組織の多くは、この「非制約への分散投資」という罠にはまっています。
TOCの5つのステップ:制約にどう対処するか
TOCでは、制約を見つけて活用し、組織全体のパフォーマンスを継続的に改善するための「5つのステップ」を定義しています。
ステップ1:制約を見つける(Identify)
システムの中で、最も処理能力が低い工程・部門・担当者を特定します。
仕事が滞留している場所、常に忙しそうにしている部門がヒントになります。
ステップ2:制約を最大限に活用する(Exploit)
制約となっているリソースの能力を、現状のまま最大限に引き出す方法を考えます。
追加投資なしに、制約が「本当にその人・部門にしかできない仕事」だけに集中できる状態を作ることが鍵です。
ステップ3:他のすべてを制約に従属させる(Subordinate)
非制約の部門・担当者は、制約を支援することを最優先にします。制約の仕事を奪う雑務を引き取ったり、制約がスムーズに動けるよう環境を整えたりすることが求められます。
ステップ4:制約を強化する(Elevate)
ステップ2・3の施策を実施しても制約が解消しない場合、初めて人員追加や設備投資などを検討します。
ステップ5:慣性に注意しながら繰り返す(Repeat)
制約が解消されると、必ず次の制約が現れます。
「以前の制約が解消されたから安心」という慣性に注意しながら、継続的に繰り返します。
製造業における「本当の制約」はどこにあるか
生産現場だけがボトルネックとは限らない
日本の製造業は長年にわたって改善活動(カイゼン)を積み重ねてきました。
その結果、生産工程そのものがボトルネックになっているケースは、実は少なくなっています。
現代の製造業における本当の制約は、多くの場合、次のような領域に存在します。
- 受注機会の創出(営業・提案力)
- 顧客ニーズの把握・提案設計(設計・技術営業)
- 意思決定のスピード(経営層・管理職)
特に注目したいのが「設計」や「技術提案」の領域です。
技術が急速に進化する現代では、顧客自身が何を求めているかを明確に言語化できないケースが増えています。
そこで価値を生むのが、顧客も気づいていないニーズを発見し、具体的な提案としてまとめられる人材です。
こうした「提案力のある設計者・技術者」は、まさに組織における希少リソースです。
「希少リソース」は本当に希少な仕事をしているか?
ここで重要な問いが浮かびます。
「その希少リソースは、1日のうち自分にしかできない仕事に集中できている時間がどれくらいあるか?」
現実には、優秀な人材ほど社内外から頼りにされ、次々と仕事が舞い込みます。
- 社内からの問い合わせ対応
- 関係のないプロジェクトへの参加
- 各種申請・報告書類の処理
- 会議への出席
このような「誰でもできる仕事」「その人でなくてもできる仕事」に、希少リソースの時間が奪われていることは珍しくありません。
結果として、最も重要な「顧客への提案」「技術的な問題解決」といった、真に価値を生む活動の時間が削られてしまいます。
実践事例:全国最下位の営業所が1ヶ月でトップになった理由
課題:設計がボトルネックになっていた
ある住宅販売系ハウジングメーカーの、営業成績が全国最下位の支店での事例です。
この支店では、仕事の流れが「営業 → 設計 → 生産設計 → 工場 → 工事」という構造になっており、調査の結果、設計部門がボトルネックであることが判明しました。
設計担当者の1日を詳しく見てみると、次のような状況でした。
- 午前中:顧客からの仕様変更対応、工場や工事部門からの社内問い合わせ対応
- 午後:営業との顧客先同行による受注活動
- 夕方以降:ようやく提案書の作成に取り掛かるが、疲弊した状態での残業
最も重要な「顧客への提案作成」が、常に後回しにされていたのです。
解決策:「集中タイム」の創設と希少リソースの解放
この課題を解決したのは、営業部門でも設計部門でもなく、総務部長でした。
TOCの「制約に集中し、非制約が制約を助ける」という原則を学んだ総務部長は、次の2つの施策を実施しました。
①設計が本来やらなくてよい業務の引き取り
旅費精算、社内プロジェクトへの参加など、設計部門が担っていた「誰でもできる仕事」を、総務メンバーが引き取ることにしました。
②「ゴールデンタイム」の設定
設計担当者だけ、通常より2時間早い午前7時出社・午後3時定時退社のシフトに変更。
午前7時〜9時の2時間を「集中タイム(ゴールデンタイム)」として確保し、この時間帯はメール・チャット・電話・PC通知をすべてシャットアウト。
顧客への提案作成だけに集中できる環境を作りました。
結果:全国最下位から全国トップへ
この変化は劇的な成果をもたらしました。
疲れ果てた状態で残業して作った提案と、朝の澄んだ頭で集中して作った提案では、質がまったく異なります。
受注率が大幅に向上し、全国最下位だった営業所がわずか1ヶ月で全国トップに躍り出ました。
この成功を受けて、総務部長は12か所の営業所を管轄するエリアマネージャーとして抜擢。
各営業所で同じ取り組みを展開した結果、全国最下位エリアが半年で全国トップになったのです。
TOC導入で経営者・管理職が変えるべき「問いの立て方」
この事例から学べる最も重要な教訓は、「何を改善するか」よりも「どこが制約か」を先に問うという思考の転換です。
従来の改善活動では、「全員がもっと頑張ろう」「全部門の効率を上げよう」という発想になりがちです。
しかしTOCの視点から見れば、これは非制約へのリソース分散であり、全体最適には近づきません。
経営者・管理職が持つべき問いは次の3つです。
- 「うちの組織のボトルネックはどこか?」 ——仕事が滞留している場所、常に忙しそうな部門・人材を探す
- 「その希少リソースは、本当に自分にしかできない仕事に集中できているか?」 ——雑務や社内対応が時間を奪っていないか確認する
- 「非制約のメンバーは、制約を助けるために何ができるか?」 ——「自分の仕事をこなす」から「チーム全体の制約を支援する」への意識転換
まとめ:TOCは「楽して、早く、大きな結果を出す」ための理論
TOCの本質は、「全員が全力で頑張る」ことではなく、「制約に集中し、制約以外はそれを助けることに徹する」という協働のあり方にあります。
- 全部門への分散投資をやめ、制約1か所に集中する
- 希少リソースを雑務から解放し、本来の価値ある仕事に集中させる
- 非制約のメンバーが制約を支援することで、チームに一体感が生まれる
この原則を実践することで、「楽して、早く、大きな結果を出す」ことが可能になります。
「みんな頑張っているのに結果が出ない」と感じている製造業の経営者・管理職の方は、ぜひTOCの視点で自社の仕事の流れを見直してみてください。
あなたの組織の「制約」はどこにあるでしょうか?